MES系统在制造业智能转型中的关键应用
在工业4.0和智能制造浪潮的推动下,制造业正在经历一场深刻的数字化转型。制造执行系统(MES)作为这一转型的核心工具,逐渐成为企业优化生产流程、提高效率的重要手段。政府在《中国制造2025》中明确了智能制造的发展方向,鼓励企业通过信息化和自动化技术来提升其制造能力。然而,现实中许多企业仍然面临生产效率低下、信息孤岛严重、资源浪费等问题,急需一种能够实时监控和高效管理生产过程解决方案。
目前,传统制造企业在生产过程中普遍存在信息化水平低、数据采集不及时、质量追溯体系不完善的问题。企业通常依赖人工经验进行生产调度和管理,导致效率低下。此外,由于无法实时监控生产状态,产品质量问题时有发生,且难以快速定位解决,这就迫切需要一个系统化的信息平台来提升整体管理水平。
MES系统作为制造业数字化转型的利器,具备实时监控生产、优化资源配置、提升产品质量等多项功能,成为企业提高生产效率的关键选择。其核心优势在于实时数据采集和分析,能够为管理者提供及时、准确的生产信息。此外,MES系统还能与企业资源计划(ERP)系统协同工作,实现产销协同,提高信息共享效率。
一、实时监控生产:
MES系统能够实时监控生产车间的每个环节,通过数据可视化界面,展示当前的生产状态和瓶颈。在此基础上,系统自动采集设备运行数据,分析设备利用率和产能,为管理层提供直观的决策支持。同时,MES系统可将异常生产情况及时反馈至管理人员,以便快速调整生产安排。
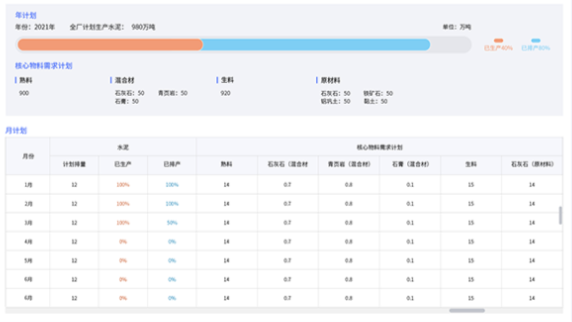
二、生产报表管理:
MES系统提供多种生产报表,包括操作员绩效、停机时间、生产计划履行情况等。这些数据不仅有助于企业评估生产现状,还能帮助识别影响生产效率的关键因素,通过调整生产流程,提高整体绩效。通过定期生成详细的生产分析报告,企业可以采取更科学的措施改善生产管理。
三、排班管理:
MES系统智能匹配生产需求,结合人员资质、设备状态、订单优先级等因素,合理安排人员与班次。系统支持多班组制、灵活分配制、替班制等多种排班模式,确保生产任务有序执行。管理人员还可以通过MES平台实时查看班组的生产进度和状态,实现精细化的排班管理。
MES系统的应用为制造企业带来了诸多优势,不仅提升了生产效率,还强化了质量管理。通过实时监控和数据分析,企业可以识别并解决质量问题,降低产品次品率,提高客户满意度。此外,通过MES系统与ERP系统的深度集成,企业能够实现从原材料采购到成品交付的闭环管理。
在智能制造不断发展的背景下,MES系统的价值愈加凸显。它不再仅仅是一个生产管理工具,而是企业实现数字化转型的核心引擎。通过集合实时数据监控、完善的质量管理和高效的资源配置功能,MES系统帮助企业适应快速变化的市场需求,提高竞争力。未来,随着技术的进步,MES系统将在智能制造中发挥更重要的作用,引领企业走向更加智能化、精细化的生产管理模式。





