引言:在工业4.0与智能制造浪潮下,数据被誉为驱动制造业转型升级的“新石油”。然而,许多制造企业在数字化道路上步履维艰,根源在于普遍存在的“数据孤岛”:生产设备品牌与协议各异,MES、ERP、SCADA等系统彼此隔离,关键的生产、能耗、质量、设备状态数据分散在各个角落,无法互通共享。这导致管理者犹如“盲人摸象”,决策缺乏实时、全面的数据支撑,设备维护依赖经验,质量问题追溯困难,能耗成本管控粗放。构建一个统一的【工业集中控制数据采集解决方案】,实现数据互联互通并转化为智能决策,已成为迈向数字化工厂的必经之路。
工厂数字化转型的统一数据基石
当前,制造企业进行数字化转型,核心目标在于提升生产效率(OEE)、降低成本、保障质量与实现精细化管理。实现这一切的先决条件是获取全面、准确、实时的全域数据。然而,传统模式下的数据采集面临诸多痛点:
数据孤岛林立与决策滞后
工厂内往往存在数十甚至上百种不同品牌、不同年代、不同接口协议的设备(如PLC、CNC、机器人、仪表等),它们各自为政,数据格式不一,难以直接汇聚。同时,车间级的生产数据与企业级的ERP、PLM等业务系统之间也存在壁垒。这种割裂状态直接导致了《“十四五”智能制造发展规划》中指出的“数据要素价值未能充分挖掘”的问题。
管理者难以及时、直观地看到生产线的实时状态、设备综合效率(OEE)、订单进度、能耗波动等关键指标。决策往往依赖于滞后的报表和经验判断,无法快速响应市场变化和内部异常。
设备管理被动与维护成本高昂
传统的设备维护多采用定期检修或事后维修模式,缺乏基于设备实时运行数据的预测性分析,导致非计划停机频发,维护成本高企。
因此,构建一个能够兼容多种协议、打通信息壁垒、实现数据集中汇聚与管理的智能化平台,不仅是解决上述痛点的关键,更是企业迈向《工业互联网创新发展行动计划(2021-2023年)》所倡导的“网络化协同、智能化制造”新阶段的基石。
智能化数据采集解决方案的运作架构
一套完整的智能化工业集中控制数据采集解决方案,并非简单的数据搬运工,而是一个融合了物联网(IoT)、边缘计算、大数据和云平台技术的综合性体系。其核心运作逻辑可概括为“全面采集、边缘处理、平台汇聚、智能应用”。
全面兼容的数据采集层:打破异构设备的“语言壁垒”
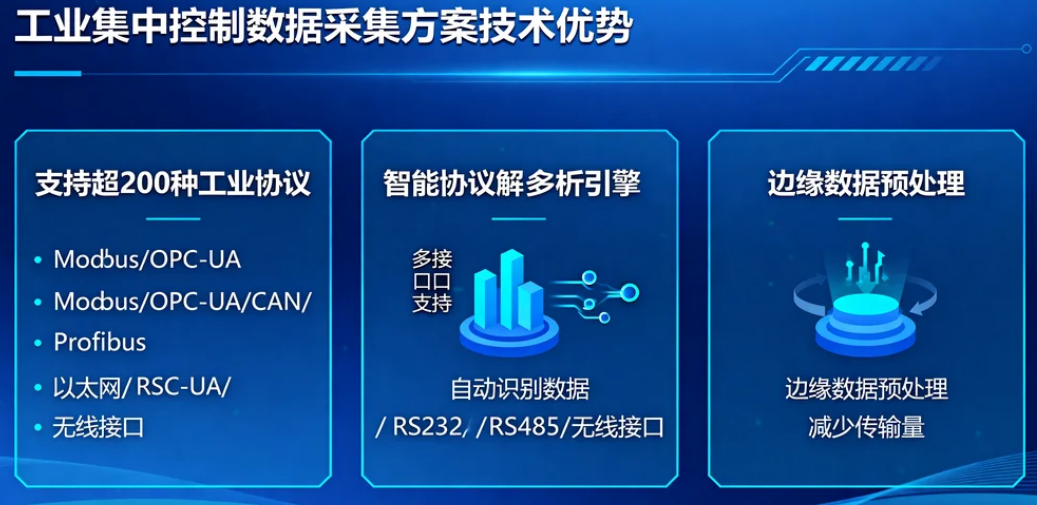
解决方案的第一步是通过部署工业数采网关/边缘一体机等硬件,在车间现场搭建统一的数据接入层。这些智能网关具备强大的协议解析能力,能够支持Profibus、Modbus、OPC UA、Ethernet/IP等上百种主流的工业现场总线与以太网协议,以及各类PLC、CNC、机器人、智能仪表、传感器的私有协议。它们如同“万能翻译官”,将不同设备产生的异构数据(如电压、电流、温度、转速、报警代码、产量计数等)统一转换成标准化的数据格式(如JSON、MQTT消息),并通过有线(工业以太网)或无线(4G/5G)网络,实时、稳定地传输到数据平台。
边缘侧的智能计算与预处理:化“数据洪流”为“信息清流”
面对海量的实时数据流直接上云可能带来的带宽压力和延迟问题,先进的解决方案引入了边缘计算能力。在数采网关或边缘服务器层面,即可对原始数据进行初步的过滤、清洗、压缩和聚合。例如,只将设备异常报警、关键工艺参数超限、产量达标等有价值的事件数据上传,而非持续传输每秒的原始电流值。同时,在边缘侧即可完成简单的数据分析和逻辑判断,如计算设备OEE、识别能耗异常峰值,实现本地化的快速响应与控制。
平台层的集中管理与深度分析:构建工厂“数据大脑”
汇聚到中央数据平台(通常在私有化部署的服务器或云平台)的数据,构成了企业宝贵的“数据资产池”。平台核心功能模块协同运作:
- 实时监控与可视化基于统一命名空间(UNS),平台可构建工厂的数字化孪生模型。通过可视化大屏,管理者能一目了然地监控全厂设备状态(运行/停机/故障)、实时产量、生产节拍、质量合格率、能耗热力图等,实现“一屏统览全局”。
- 生产过程与质量追溯(MES/QMS)通过关联物料、设备、工艺参数和人员操作等数据,平台可实现从原材料入库到成品出库的全流程追溯。一旦出现质量问题,可快速定位到问题批次、生产工位、操作机器和当时的工艺参数,极大地缩短了问题排查时间,满足了ISO9001等质量管理体系的要求。
- 预测性维护与设备资产管理(EAM)平台利用机器学习算法,持续分析设备的振动、温度、电流等时序数据,建立健康度模型。当数据偏离正常模式时,系统提前发出预警,指导维护人员实施预测性维护,变“被动抢修”为“主动保养”,有效降低非计划停机时间,延长设备寿命。
- 能源精细化管理(EMS)与工艺优化实时采集各产线、重点耗能设备的电、水、气等能耗数据,进行多维度统计分析,识别“能耗黑洞”和节能潜力点。同时,通过分析历史最优生产批次的数据,找出最优工艺参数组合,为工艺工程师提供数据驱动的优化建议,稳定并提升产品质量。
数据赋能与协同应用:驱动企业价值链优化
平台通过API接口,可将处理分析后的高价值数据,无缝推送至ERP、SCM、CRM等上层业务系统。例如,将实时的在制品(WIP)库存同步给ERP,实现更精准的物料需求计划;将设备预测性维护工单自动下发到EAM系统;将质量分析报告同步给质量部门。至此,数据完成了从采集到赋能业务的闭环,真正驱动了跨部门的高效协同与科学决策。

数据采集方案为企业带来的核心价值
投资建设智能化集中数据采集平台,其价值最终会体现在企业的关键绩效指标(KPI)提升和综合竞争力增强上:
生产效率和设备效能显著提升
通过实时监控与预警,减少非计划停机时间,优化生产节拍。据统计,成功实施此类方案的企业,其OEE普遍可提升5%-15%。生产透明化也使得资源调度更加科学,生产计划达成率大幅提高。
运营成本与能耗有效降低
预测性维护避免了灾难性故障带来的高额维修费和停机损失;精细化能耗管理可帮助企业识别并消除能源浪费,单位产品能耗通常可降低3%-10%。同时,自动化数据采集替代了传统的人工抄表、报表填报,节省了大量人力成本并杜绝了人工错误。
产品质量与追溯能力全面增强
得益于全过程数据监控和质量追溯体系的建立,产品不良率得以降低,一次合格率得到提升。当发生客诉时,能够在数分钟内完成精准追溯,不仅提升了客户满意度,也大幅降低了质量召回风险和相关成本。
决策模式转向数据驱动
管理层可以基于实时、准确的全局数据仪表盘进行决策,告别“拍脑袋”。无论是生产计划的调整、设备投资的分析,还是工艺改进的验证,都有了坚实的数据依据。这符合《国家智能制造标准体系建设指南》中对“数据赋能决策”的核心要求。
增强合规性与自动化报告
对于制药、食品、化工等强监管行业,系统能够自动记录并存储满足GMP、FDA等法规要求的生产过程数据,一键生成合规性报告,轻松应对审计,提升企业规范化管理水平。
总而言之,一个成功的工业集中控制数据采集解决方案,不仅仅是技术的堆砌,更是管理理念和运营模式的革新。它通过打通数据经脉,构建起工厂的“数字神经系统”,让数据流动起来、价值释放出来,最终成为驱动制造企业迈向精益生产、智能制造的核心引擎。

工业数据采集应用解决方案
工业互联网数据采集与应用解决方案采用’端-边-云’架构,提供设备接入、边缘计算、云端服务等全栈能力。支持海量设备高并发接入, 灵活适配各类工业协议。边缘侧提供数据采集、清洗、存储、分析、控制等就近计算处理。云平台提供设备管理、应用开发、数据服务等PaaS能力。为工业客户实现设备全生命周期管理,助力工业数字化转型。
声明:本站发布的内容(图片、视频和文字)以原创、转载和分享为主,文章观点不代表本网站立场,如果涉及侵权请联系站长邮箱:sales@idmakers.cn删除,任何个人或组织,需要转载可以自行与原作者联系。




