引言:在工业4.0浪潮席卷全球的今天,许多制造企业正面临一个棘手的核心矛盾:一方面,生产线上设备的自动化程度越来越高,海量数据在传感器、PLC、数控机床中飞速流转;另一方面,管理者却常常感到“看得见设备,看不清数据”,生产状态不透明,决策如同“盲人摸象”。数据孤岛现象严重,生产效率提升遭遇瓶颈,设备维护依赖经验,质量追溯困难重重。这正是工业集中控制数据采集解决方案应运而生的时代背景。通过整合物联网、边缘计算和大数据技术,构建一个智能化的数据采集与监控平台,旨在打通信息壁垒,实现生产全流程的透明化、可追溯与智能化管理,为数字化转型提供坚实的数据基石。
工业数据集中采集:制造业数字化的核心基石
当前制造业正经历深刻的数字化转型,其核心是数据驱动。然而,传统工厂普遍存在数据采集“散、乱、难”的问题。设备品牌多样、通信协议各异(如Modbus、OPC-UA、Ethernet/IP等),导致数据无法互联互通,形成了严重的“数据孤岛”。
《“十四五”智能制造发展规划》明确指出,要推进数据全生命周期管理,实现设备、系统间的互联互通。技术层面,国际电工委员会(IEC)发布的工业4.0参考架构模型(RAMI 4.0)也强调了数据的纵向集成与横向协同。因此,构建一个能够兼容异构数据源、实现集中采集与统一管理的平台,不仅是响应政策和技术趋势的必然要求,更是打破信息割裂、释放数据价值、迈向智能制造的必由之路。没有统一、准确、实时的数据基础,后续的MES(制造执行系统)、ERP(企业资源计划)乃至人工智能分析都将是空中楼阁。
智能化集中数据采集解决方案如何运作
面对成百上千种设备协议,系统如何实现“万物互联”?
这是方案首要解决的“连接”问题。先进的工业集中数据采集平台通常具备强大的协议兼容能力。其核心组件——智能数据采集网关(或边缘服务器),内嵌了超过80种甚至200多种工业协议驱动库。无论是通过以太网、RS485串口连接的PLC,还是支持OPC、MQTT的上位机,网关都能自动适配并建立通信连接。例如,在一条汽车装配线上,可能同时存在西门子、三菱的PLC和发那科的机器人,系统通过部署在车间现场的网关,能够同时与这些异构设备对话,将不同格式的原始数据(如温度、压力、转速、开关量)统一转换成标准化的数据格式,为后续处理扫清障碍。
海量实时数据如何处理才能既保证及时性又不占用过多带宽?
这涉及到“边缘计算”技术的应用。集中采集并非将海量原始数据不加选择地全部上传到云端。智能网关或边缘计算节点具备数据处理能力。它们可以对采集到的原始数据进行初步的清洗、过滤、压缩和实时计算。例如,可以对设备振动信号进行边缘侧的频谱分析,只将表征设备健康状况的特征值或异常告警信息上传至中心平台,而非持续传输庞大的原始波形数据。这种方式极大地减轻了网络带宽压力,降低了云端存储成本,同时实现了毫秒级的本地快速响应,为预测性维护等实时性要求高的应用提供了可能。
如何将冰冷的数据变成管理者能“看懂”的生产全景图?
这正是“生产运营状态实时可视化”功能的体现。集中采集上来的海量数据,经过平台的处理后,通过Web化的组态工具或大屏设计系统,被转化为直观的可视化图表、动画和三维模型。管理者可以在中央监控室或任何有网络的地方,通过电脑或移动终端,实时查看:
– 设备级:每一台关键设备的实时运行状态(运行/停机/报警)、当前工艺参数、效率(OEE)指标。
– 产线级:生产节拍、在制品数量、产出与计划对比、瓶颈工序分析。
– 工厂级:实时产能、能耗分布、质量合格率趋势、安全环保监测点状态。
这种全景视图彻底改变了以往依赖人工报表、信息滞后的状况,让生产管理变得“一目了然”。
如何变“被动救火”为“主动预警”,实现预测性维护?
这是方案“数据驱动的预测性维护”亮点的核心。平台通过对集中采集的设备运行参数(如电流、温度、振动、噪音)进行持续的时序数据分析,结合AI算法模型,能够识别出设备性能的退化趋势和早期故障特征。系统可以自定义报警规则,当关键参数超过正常阈值或出现异常模式时,自动通过短信、微信、邮件或系统内弹窗等方式,向设备工程师和维护人员发送预警信息,并给出可能的故障原因建议。例如,通过对空压机主电机电流和轴承温度的关联分析,提前一周预测出轴承磨损风险,从而安排计划性维修,避免了非计划停机造成的重大损失。这从根本上改变了传统“坏了再修”的被动模式。
出现质量问题时,如何快速精准地追溯到根源?
集中数据采集为构建“端到端生产过程与质量追溯系统”提供了完整数据链。系统不仅采集最终检验数据,更贯穿于每一个生产环节:从原材料批次、设备加工时的每一个工艺参数(如切削速度、热处理温度),到操作员信息、环境温湿度,都被实时记录并与唯一的产品标识(如二维码、RFID)绑定。当市场反馈某批次产品存在缺陷时,只需输入产品编号,系统便能瞬间回溯其完整的“生产履历”,精确锁定问题发生在哪个工序、哪台设备、当时的具体参数是什么。这极大提升了质量分析的效率和准确性,为工艺优化和质量持续改进提供了数据支撑。
实施工业数据集中采集的可量化价值
工业集中控制数据采集解决方案的最终价值,体现在企业核心运营指标的全面提升上。根据众多成功实施案例的统计,该方案通常能在以下方面产生显著回报:
1. 生产效率提升:通过实时监控和瓶颈分析,优化生产排程与调度,平均可提升设备综合效率(OEE)5%-15%。生产异常响应时间从小时级缩短至分钟级。
2. 运营成本降低:预测性维护减少非计划停机达30%-50%,计划性维修成本降低20%-40%。精细化的能源管理系统(EMS)通过监控与优化,可实现单位产值能耗降低5%-10%。
3. 质量与合规性改善:全过程质量追溯使产品一次合格率提升,质量损失成本下降。同时,自动化的数据采集与报表生成,极大减轻了应对ISO等质量管理体系审计、环保核查的人力负担,确保数据的真实性与合规性。
4. 决策科学化:管理层通过BI(商业智能)决策平台,能够基于真实、全面的数据进行分析,制定市场策略、投资计划和新产品开发路线,从“经验驱动”转向“数据驱动”,增强了企业的市场竞争力和抗风险能力。
5. 知识沉淀与协同优化:生产数据、工艺知识和维护经验被数字化并沉淀在平台中,打破了部门墙,促进了研发、生产、质量和设备部门的协同,为企业积累了宝贵的数字资产。
总而言之,工业集中控制数据采集解决方案不是简单的IT工具叠加,而是通过对生产现场“神经系统”的重构,构建起一个感知全面、分析智能、决策精准、执行高效的数字化运营体系,是制造企业迈向智能化、实现高质量发展的关键基础设施。

工业数据采集应用解决方案
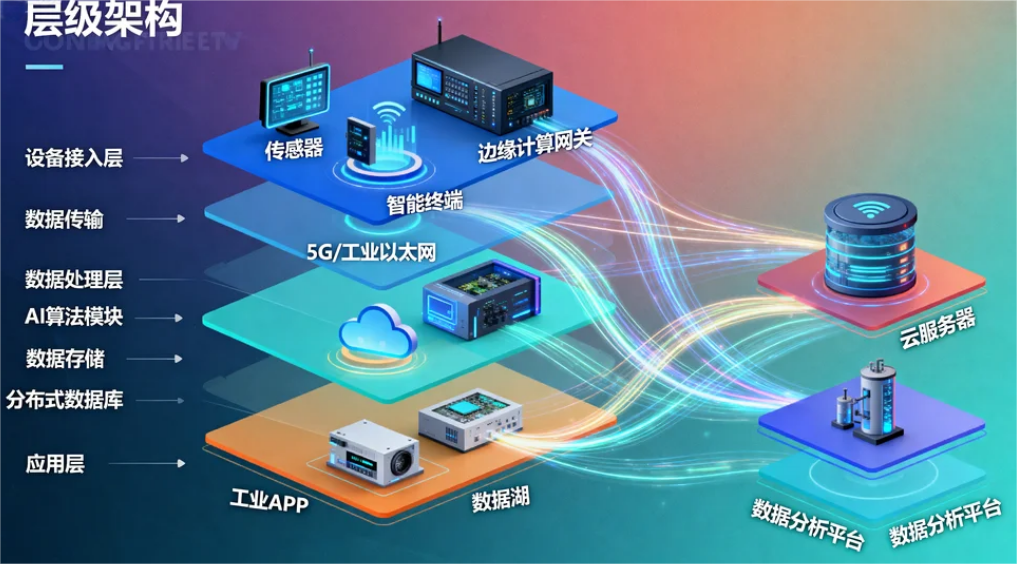
工业互联网数据采集与应用解决方案采用’端-边-云’架构,提供设备接入、边缘计算、云端服务等全栈能力。支持海量设备高并发接入, 灵活适配各类工业协议。边缘侧提供数据采集、清洗、存储、分析、控制等就近计算处理。云平台提供设备管理、应用开发、数据服务等PaaS能力。为工业客户实现设备全生命周期管理,助力工业数字化转型。
声明:本站发布的内容(图片、视频和文字)以原创、转载和分享为主,文章观点不代表本网站立场,如果涉及侵权请联系站长邮箱:sales@idmakers.cn删除,任何个人或组织,需要转载可以自行与原作者联系。




