引言:在迈向工业4.0与智能制造的征途上,无数企业正面临着一个共同的瓶颈:数据孤岛。生产线的PLC“沉默不语”,ERP与MES系统“各自为政”,质量追溯依赖“手抄笔录”,设备运维全凭“老师傅经验”……这些场景正是企业数字化转型道路上的拦路虎。数据无法联通、信息无法共享,导致生产状态黑箱化、决策滞后、成本高企。在此背景下,工业集中控制数据采集解决方案应运而生,它如同一座桥梁,连接起散落各处的信息孤岛,汇聚成为驱动企业降本增效、精益管理的强大数据流。不仅符合《智能制造发展规划(2016-2020年)》及后续政策中强调的“数据驱动”、“互联互通”的核心要求,更是企业实现智能化升级的“数据底座”与“神经中枢”。
一、剖析数字化转型的核心:为何必须打通数据集中采集
数据作为新型生产要素,其价值实现的第一步就是全面、准确、及时的采集。《“十四五”信息化和工业化深度融合发展规划》明确提出,要推动新一代信息技术与制造业全要素、全产业链、全价值链的深度融合。而实现这一宏伟蓝图的基础,就是构建面向生产现场、设备、物料、人员等全要素的数据采集体系。
当前制造业面临的集中数据采集需求痛点
当前制造业面临的痛点,深刻揭示了集中式数据采集的必要性:
生产黑箱,效率瓶颈难突破:生产线状态实时可视吗?设备综合效率(OEE)是多少?产线瓶颈在哪?没有全局数据,优化无从谈起。《国家智能制造标准体系建设指南》中,“智能生产”的首要特征便是“状态感知”,这直接依赖于对设备、工艺、生产节拍等数据的全面采集。
质量追溯,成本与风险双高:一旦发生质量问题,如何快速定位问题批次、追溯不良源头?传统依赖人工记录的方式不仅效率低下、易出错,更无法建立端到端的质量数据链。工业集中控制数据采集解决方案通过实时采集生产过程中的工艺参数、物料信息、设备状态,并与产品条码或批次号绑定,为质量问题分钟级溯源提供了可能。
设备维护,从“救火”到“防火”:根据权威机构统计,计划外停机给制造业带来的损失巨大。传统“坏了再修”的被动模式已难以为继。行业正加速向预测性维护转型,其核心正是基于对设备振动、温度、电流等运行数据的持续采集与边缘/云端智能分析。
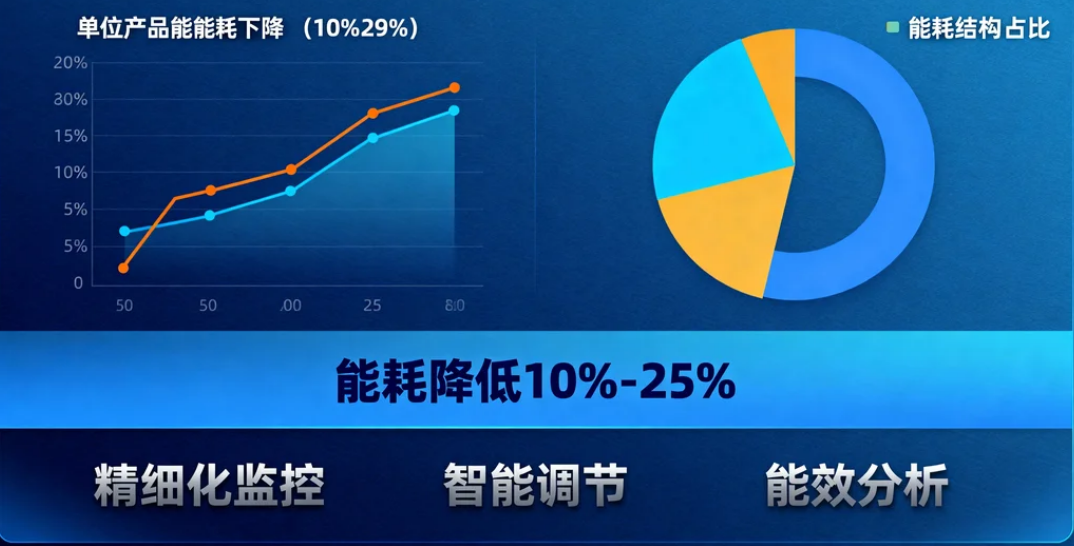
能耗与成本,亟需精细化管理:“双碳”目标下,节能减排成为硬性要求。然而,多数工厂的能源消耗仍处于“总表计量”的粗放阶段。实现分车间、分产线、甚至分单台设备的精细化能耗数据采集,是进行能耗分析、优化能源配置、降低单位能耗的前提。
因此,打通数据采集这“第一公里”,不仅是响应国家政策号召,更是企业突破管理瓶颈、提升核心竞争力的内在迫切需求,是从传统制造迈向智能制造不可绕过的关键一步。
二、解密解决方案运作:如何系统化破解工厂数据难题
真正的智能化解决方案,远不止是简单的数据“搬运工”。是一个融合物联网(IoT)、边缘计算、大数据与云计算技术的综合性平台,通过“采集-处理-分析-应用”的闭环,系统性地解决前述各类难题。其核心运作逻辑与价值体现如下:
打通异构设备壁垒,实现“万物互联”
运作机制:解决方案的核心在于部署在车间现场的智能数据采集网关及配套软件。
这些网关具备强大的协议解析能力,能够支持包括Modbus、OPC UA、PROFIBUS、Ethernet/IP、MQTT等在内的上百种工业协议以及各类数据库、API接口。
无论是老旧PLC、新型数控机床、智能仪表,还是第三方系统(如SCADA、DCS),都能通过有线(RS485/232、以太网)或无线(4G/5G、Wi-Fi)方式无缝接入。
解决痛点:彻底破解了协议多样、接口不一导致的“数据孤岛”问题。例如,某汽车零部件企业通过部署该方案,成功将8个不同品牌、多种协议的生产线设备数据统一汇聚至一个平台,为后续的集中监控与调度奠定了坚实基础。
实现生产状态实时可视化与透明化管理
运作机制:采集到的海量实时数据,经过边缘侧轻量级处理后,汇聚至集中监控与数据服务平台。该平台内置丰富的可视化组件库,可根据管理需求快速搭建产线看板、车间大屏、领导驾驶舱等。管理者可以实时查看设备开停、产量、合格率、工艺参数曲线、能耗曲线等关键指标。
解决痛点:将生产“黑箱”变为“玻璃箱”,实现了运营状态实时透明化。某食品加工企业应用后,管理人员在办公室即可掌握每条灌装线的速度、温度、灌装量,异常情况通过大屏或移动端实时报警,响应速度提升70%。
构建从原料到成品的全程质量追溯体系
运作机制:解决方案集成了生产过程追溯(MTS)与质量管理系统(QMS)。数据采集不仅限于设备参数,还通过扫码枪、RFID等自动采集物料批次、作业工位、操作员、检验结果等信息,并与每件产品的唯一标识码关联。一旦出现质量问题,系统能迅速反向追溯,精准定位问题发生的工序、时间、操作员及所用的物料批次。
解决痛点:解决了质量追溯困难、责任不清的痼疾,实现了从“人找数据”到“数据找人”的转变。这不仅大幅缩短了质量异常的处理周期,更对提升产品品质、降低质量成本起到了关键作用。
从“被动维修”转向“预测性维护”
运作机制:结合设备资产管理系统(EAM)与大数据分析模块,系统持续采集关键设备的振动、温度、电流、压力等状态数据。平台内置或通过AI算法训练的预测模型,能够分析数据变化趋势,在设备性能劣化或即将发生故障前(如轴承磨损初期、电机绝缘下降)发出预警,并推荐维护措施。
解决痛点:颠覆了依赖老师傅经验和定期检修的传统模式,实现了数据驱动的预测性维护。这不仅能有效避免非计划停机带来的巨大损失,还能优化备件库存,延长设备使用寿命,显著降低维护成本。
实现精细化能源管理与成本控制
运作机制:通过加装高精度智能电表、水表、气表,或直接从具备通讯功能的能源设备采集数据,构建能源管理系统(EMS)。系统不仅能实时监测总能耗和分项能耗,还能进行能效分析、用能成本分摊、峰谷平用电优化建议,甚至对标行业标杆值。
解决痛点:改变了能耗管理粗放、数据缺失的现状,实现了能源消耗的可视、可析、可控。某化工厂通过部署EMS,结合数据分析优化了空压机群和冷却水塔的运行策略,年节约电费达数百万元。

三、评估解决方案价值:为企业带来的可量化收益
投资于工业集中控制数据采集解决方案,其回报是多维度、可感知的:
提升生产效率与运营效益
数据驱动的透明化生产,使生产调度更科学,瓶颈识别更迅速,设备利用率(OEE)通常可提升5%-15%。减少因信息不畅导致的生产等待和切换损失。
优化质量与降低成本
全过程质量追溯使不良品率有效降低,质量损失成本得以控制。预测性维护减少非计划停机时间30%以上,维护成本降低20%-30%。精细化能耗管理直接带来能耗成本的节约。
强化管理决策与风险控制
基于BI决策平台,管理者可以从海量数据中提炼出关键洞察,支撑产销协同、工艺优化、设备投资等科学决策。合规性报表(如能效报告、质量报告)自动生成,大幅减少人工统计工作量并提升准确性。
构建面向未来的敏捷能力
平台化的解决方案具备良好的可扩展性。当企业需要新增产线、引入新设备或对接新的业务系统(如APS、WMS)时,可以快速平滑地扩展,而不必推倒重来。这为企业应对市场变化、拥抱新技术(如AI质检、数字孪生)奠定了坚实的“数据基座”。
总而言之,工业集中控制数据采集解决方案是企业数字化转型的“心脏”与“引擎”。不仅解决了当前生产运营中的具体痛点,更为企业积累了宝贵的数字资产,是企业在智能制造时代构筑长期竞争优势的战略性投资。
展望未来,随着5G、边缘AI、数字孪生等技术的深度融合,数据采集的实时性、智能性与协同性将进一步提升。企业越早打通数据经络,构建集中、统一、智能的数据能力,就越能在未来的竞争中占据主动,驶入高质量发展的快车道。

工业数据采集应用解决方案
工业互联网数据采集与应用解决方案采用’端-边-云’架构,提供设备接入、边缘计算、云端服务等全栈能力。支持海量设备高并发接入, 灵活适配各类工业协议。边缘侧提供数据采集、清洗、存储、分析、控制等就近计算处理。云平台提供设备管理、应用开发、数据服务等PaaS能力。为工业客户实现设备全生命周期管理,助力工业数字化转型。
声明:本站发布的内容(图片、视频和文字)以原创、转载和分享为主,文章观点不代表本网站立场,如果涉及侵权请联系站长邮箱:sales@idmakers.cn删除,任何个人或组织,需要转载可以自行与原作者联系。


