引言在传统制造业车间,设备如孤岛般运行,彼此间数据无法互通;生产依赖人工经验,效率瓶颈难以突破;管理层犹如“盲人摸象”,缺乏实时数据支撑决策——这三大痛点正持续吞噬企业的利润与竞争力。伴随“中国制造2025”与工业互联网浪潮的推进,企业必须寻求一种根本性的解决方案。构建一个统一的制造业集中控制系统,正是打通数据经脉、实现精益生产与智能升级的必由之路,它将工厂的“神经系统”升级为一个数据驱动的“超级大脑”,引领制造企业迈向高质量发展的新阶段。
工业4.0背景下的管控新挑战:智能化转型的“最后一公里”
理想中的智慧工厂是信息透明、柔性高效的。然而现实中,大多数制造企业,尤其是面临多品种小批量生产模式冲击的汽车零部件、电子组装、机械加工等行业,在向智能制造迈进时遭遇了重重阻力。
老旧设备联网难,协议壁垒高筑:一条产线上可能并存着西门子、三菱、发那科等不同品牌的PLC、CNC与工业机器人,Modbus、Profinet、EtherNet/IP等协议纷繁复杂,改造投入大、风险高,导致海量生产数据沉睡在设备中,无法转化为决策价值。
生产调度复杂度剧增:市场对产品个性化、交付敏捷性的要求,使得生产排程频繁变更。依赖纸质单据或Excel表格的传统方式,响应迟缓,错失良机。
数据价值难以释放:即便部分设备实现了数据采集,但由于缺乏统一的数据治理平台,数据质量参差不齐,难以进行有效的深度分析与建模。
这些挑战构成了从自动化到智能化转型的“最后一公里”,而跨越这一鸿沟,需要一个从底层连接到上层应用的“中枢”系统——这就是制造业集中控制系统的核心使命。

全景解析:数据驱动的工厂集控“超级大脑”
制造业集中控制系统并非简单的监控软件叠加,而是深度融合了工业物联网、边缘计算、大数据与AI技术的智能化管控体系。它如同工厂的“超级大脑”,实现了对生产全过程的实时监控、精准调度、工艺优化与安全管控。其强大能力通过以下核心功能模块得以体现:
统一数据采集与互联中台:打破“数据孤岛”的基石
系统的核心在于其统一的“数据连接层”。通过部署支持多协议的工业智能网关与边缘计算一体机,系统能够兼容OPC UA、MQTT、Modbus、Profibus等上百种工业协议,对现场设备进行毫秒级的数据采集与清洗。它不仅连接PLC、传感器等OT设备,更通过标准API与MES、ERP等IT系统对接,真正实现OT与IT的深度融合,为上层应用提供干净、标准、实时的数据流。
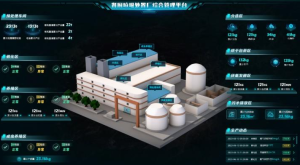
全厂可视化监控与数字孪生:实现“一屏观全厂”
答案在于基于Web组态技术或3D数字孪生技术构建的中央监控大屏。管理者无需亲临车间,即可通过大屏实时查看设备运行状态、生产进度、工艺参数、报警信息等关键指标。例如,在精细化工行业,系统可以1:1三维建模高塔、反应釜,实时映射温度、压力、流量等参数,并支持虚拟巡检与远程操控,极大提升了管理透明度与响应速度。
AI预测性维护系统(PdM):从“被动维修”到“主动预警”
系统通过在关键设备(如电机、泵、风机)上部署振动、温度传感器,持续采集运行数据。利用机器学习算法建立设备健康模型,可以提前数小时甚至数天预警轴承磨损、转子不平衡等潜在故障,指导维护人员精准作业。这不仅能大幅减少停机损失,更能优化备件库存,实现降本增效。
APC先进工艺控制与质量追溯:守护产品的“生命线”
系统整合了先进过程控制(APC)模块。它通过分析历史最佳工艺数据,建立闭环控制模型,自动微调生产参数。所有工艺参数与生产批次绑定,形成完整的电子质量档案。一旦出现批次问题,可迅速追溯至原材料、生产设备、操作人员等每一个环节,满足高端制造业的严苛质量标准。
EMS能源管理与效能分析:照亮“能耗黑箱”
能源管理模块(EMS)将水、电、气等能耗数据与具体产线、设备、产品订单关联,自动计算出“单品能耗”。系统能自动识别能耗异常时段与设备,生成节能优化报告,帮助企业落实“双碳”目标。
工业大数据决策辅助驾驶舱:驱动精益决策的战略利器
系统将分散的产量、质量、OEE、能耗等多维数据进行聚合、建模与分析,生成多层级BI报表与可视化看板。从车间主任到总经理,不同层级的管理者都能获得与其职责匹配的关键绩效数据,支持数据驱动的快速决策。
系统实施带来的战略与ROI价值
投资建设集中控制系统,绝非单纯的技术升级,而是一项关乎企业未来生存与发展的战略投资。其价值体现在可量化与不可量化两个层面。
可量化的核心收益(ROI):
OEE显著提升:通过减少非计划停机与优化生产节拍,整体设备效率提升可达到15%-30%。
质量成本大幅下降:通过标准化工艺管控与全流程追溯,产品不良率可降低20%以上。
节能降耗:通过对能耗的精细化管理和优化,能够实现生产环节的能源成本节约8%-15%。
人工与物料节约:精准的数据支持减少了人工统计误差、降低了排查故障时间,并优化原材料使用。
管理效率飞跃:消除信息传递延迟与偏差,管理指令直达生产现场,决策周期缩短50%以上。
长远的战略竞争优势:
系统为企业构建了坚实的数据资产底座,使企业能够快速响应市场需求变化,实现柔性生产。同时,满足国家及地区(如长三角、粤港澳大湾区)对制造业数字化、绿色化转型的政策要求,为获取政府支持、赢得高端客户信任奠定了技术基础。这是一种难以被简单模仿的、可持续的核心竞争力。
写在最后:迈向智慧工厂的必然选择
面对全球产业链重构与国内产业升级的双重压力,中国制造业正站在转型的十字路口。构建一个强大的制造业集中控制系统,就是将工厂的“神经系统”进行全面升级。不仅是技术工具,更是企业数字化转型的战略支点。从打破数据孤岛,到实现预测性维护、工艺优化与智慧能源管控,集控系统正在重新定义生产效率与质量管控的边界。对于有志于在“工业4.0”时代赢得未来的企业而言,打造这样一个“超级大脑”已不再是可选项,而是关乎生存与发展的必答题。

制造业集中控制系统(CCS)
制造业集中控制系统(CCS)是针对现代制造业对于老旧设备改造、生产流程协同和数据价值挖掘等核心需求而开发的先进控制系统。本方案旨在通过现代化的PLC控制、工业以太网、OPC UA通信标准及SCADA平台等技术,实现生产设备的高度集成与协同自动化管理。
声明:本站发布的内容(图片、视频和文字)以原创、转载和分享为主,文章观点不代表本网站立场,如果涉及侵权请联系站长邮箱:sales@idmakers.cn删除,任何个人或组织,需要转载可以自行与原作者联系。