引言:在传统制造车间,你是否常被这些问题困扰:不同品牌的设备各自为政,数据无法流通,关键决策如同盲人摸象;设备非计划停机频发,维修团队疲于奔命;产品质量波动根因难寻,能源消耗如“黑箱”般难控。在“十四五”规划与“中国制造2025”战略驱动下,特别是在长三角、珠三角等制造业重镇加速数字化转型的浪潮中,构建统一的“制造业集中控制系统”已不再是可选项,而是企业迈向精益生产与智能制造的必由之路。它不仅是设备的连接器,更是驱动工厂智能化转型的“超级大脑”。
工业4.0深水区:制造业面临的管控新挑战
工业4.0描绘了智能互联的美好蓝图,但许多企业在落地时却步履维艰。核心阻力不仅在于技术,更在于旧有体系与新需求的剧烈碰撞:
设备“方言”林立,互联互通成奢望:车间里,西门子、三菱、发那科等不同年代、不同协议的PLC、CNC与机器人并肩工作。这些设备就像说着不同方言的工人,彼此无法直接沟通,形成了坚固的“数据孤岛”。管理者想获得一台设备的状态也许不难,但要实时掌握整条产线、整个车间的全貌,却异常困难。
多品种小批量,生产调度复杂度陡增:市场需求的个性化与快速变化,要求工厂必须具备柔性生产能力。传统依赖人工经验或纸质单据的排产方式,响应迟缓,难以应对频繁的插单、换线。如何动态优化资源,在保证交付的同时最大化设备利用效率,成为巨大挑战。
老旧设备存量大,智能化改造门槛高:许多效益尚可的“功勋设备”缺乏数据接口,直接淘汰成本高昂。如何在不影响现有生产的前提下,让这些“哑设备”开口说话,融入数字化网络,是许多企业数字化转型的第一道坎。
能耗与成本控制精细化需求迫切:在“双碳”目标下,企业面临的节能降耗压力巨大。然而,水、电、气等能源消耗与具体的生产工单、设备状态脱节,管理者往往只能看到月度总账单,无法识别能耗异常点,更难以制定精细化的节能策略。

全景解析:数据驱动的工厂集控“超级大脑”
针对上述挑战,新一代制造业集中控制系统应运而生。并非简单地将原有SCADA系统做大,而是一个深度融合了OT(运营技术)与IT(信息技术),集数据采集、处理、分析、决策与控制于一体的智能化平台。
统一数据采集与互联中台:打破协议壁垒的“万能翻译官”
如何通过集控系统打破协议壁垒,实现异构设备的互联互通?
答案在于其核心的“统一数据采集与互联中台”。该系统采用工业智能网关与边缘计算技术,构建了一个强大的协议转换和数据处理层。支持OPC UA、MQTT、Modbus、Profinet等上百种主流工业协议,如同一个精通多国语言的“翻译官”,能将不同设备的“方言”统一翻译成标准化的数据语言。即便是没有通信接口的老旧设备,也可以通过加装传感器和边缘采集模块,将其振动、温度等物理信号转化为数字信号接入系统。这从根本上解决了数据采集的“第一公里”问题,为上层应用提供了高质量、实时、统一的数据源。
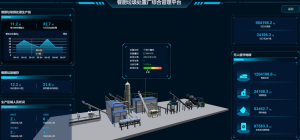
全厂可视化监控与数字孪生:“一屏观全厂,虚实相映照”
传统工业看板信息分散且滞后,新一代集控系统如何实现全局洞察?
系统构建了基于2D组态或3D数字孪生的中央监控大屏。通过逼真还原工厂布局、设备模型和生产流程,管理者可以实时、直观地查看每一台设备的运行状态、当前产量、工艺参数、报警信息等。数字孪生不仅是可视化工具,更是仿真与优化的平台。例如,在汽车零部件行业,可以预先在数字孪生体中模拟新产品的装配流程,验证工艺可行性,从而缩短实物调试周期,降低试错成本。
AI预测性维护系统:从“救火”到“防火”的革命性转变
如何告别被动维修,避免非计划停机带来的巨大损失?
集控系统集成了AI预测性维护模块。它持续采集关键设备(如主轴、泵、风机)的振动、温度、电流等多维度运行数据,利用机器学习算法建立设备的“健康画像”与故障预测模型。系统能够提前数小时甚至数天识别出如轴承磨损、转子不平衡等早期故障征兆,并自动发出预警,指导维护人员在计划停机窗口进行干预。这彻底改变了以往“坏了再修”的模式,显著提升设备综合效率(OEE),并将维护成本降低20%-30%。
APC先进工艺控制与优化:锁定最佳品质的“自动驾驶仪”
产品质量波动大、一致性差,根源何在?如何实现稳定生产?
许多工艺波动源于对人工经验的过度依赖。集控系统中的APC模块,通过分析历史最佳生产批次的数据,建立关键工艺参数(如温度、压力、速度)与最终产品质量之间的数学模型,形成“黄金配方”。在生产过程中,系统可基于实时反馈数据,通过闭环控制算法自动微调参数,将工艺稳定在最优区间。在精细化工或半导体制造领域,这对于保证产品的高纯度和一致性至关重要。
EMS能源管理与效能分析:让每一度电都创造价值
能耗成本高企却不知从何下手?系统如何实现透明化、精细化的能源管理?
集控系统通过部署智能电表、流量计等,将能源消耗数据(水、电、气)与生产设备、产线、工单进行精准关联。系统可以自动核算单位产品的能耗,并生成多维度能耗分析报表。管理者可以清晰看到哪些设备是“电老虎”,哪个班次能耗异常偏高。结合生产排程,系统还能提出如“错峰生产”、“待机设备自动下电”等优化建议,助力企业实现显著的节能降本。
工业大数据决策辅助驾驶舱:用数据驱动精益决策
管理层如何从海量数据中快速获取洞察,支持战略决策?
系统顶层是面向管理层的工业大数据决策辅助驾驶舱。汇聚了产量、质量、OEE、能耗、物料消耗等全维度数据,通过预置的BI分析模型,自动生成各级管理人员所需的KPI仪表盘和分析报表。例如,生产总监可以一眼看到全厂实时的OEE趋势和瓶颈工位;质量经理可以追溯某一批次产品的全生产链路数据。这实现了从“经验驱动”到“数据驱动”决策的根本转变。

战略价值与可衡量回报:不仅仅是技术投资
实施制造业集中控制系统,带来的不仅是技术升级,更是深远的战略价值与可观的ROI。
量化效益显而易见:企业通常可以在1-2年内看到显著回报,设备综合效率(OEE)提升10%-25%,非计划停机时间减少30%-50%,产品不良率降低15%-30%,综合能耗下降5%-15%。这些直接转化为更低的运营成本和更高的利润率。
构建长远竞争优势:系统实现的生产过程透明化、可追溯化,极大增强了企业应对高端客户审计与严格质量体系要求的能力。柔性生产与快速响应的能力,则帮助企业更好地适应市场变化。数据资产成为企业新的核心竞争力,为后续的工艺创新、产品优化提供了源源不断的“数据燃料”。
赋能组织与人才转型:系统的实施倒逼企业流程优化与组织变革,推动一线员工从简单操作向设备监护与数据分析转型,培养新型的复合型工业人才,为企业的可持续发展奠定组织基础。
展望未来,随着5G、人工智能和边缘计算的进一步融合,制造业集中控制系统将变得更加智能、自主和协同。不仅是中国制造业迈向高质量发展的关键基石,也是企业在全球竞争中赢得先机的核心利器。现在,正是布局这一“超级大脑”,开启全厂智能化新征程的最佳时机。

制造业集中控制系统(CCS)
制造业集中控制系统(CCS)是针对现代制造业对于老旧设备改造、生产流程协同和数据价值挖掘等核心需求而开发的先进控制系统。本方案旨在通过现代化的PLC控制、工业以太网、OPC UA通信标准及SCADA平台等技术,实现生产设备的高度集成与协同自动化管理。
声明:本站发布的内容(图片、视频和文字)以原创、转载和分享为主,文章观点不代表本网站立场,如果涉及侵权请联系站长邮箱:sales@idmakers.cn删除,任何个人或组织,需要转载可以自行与原作者联系。